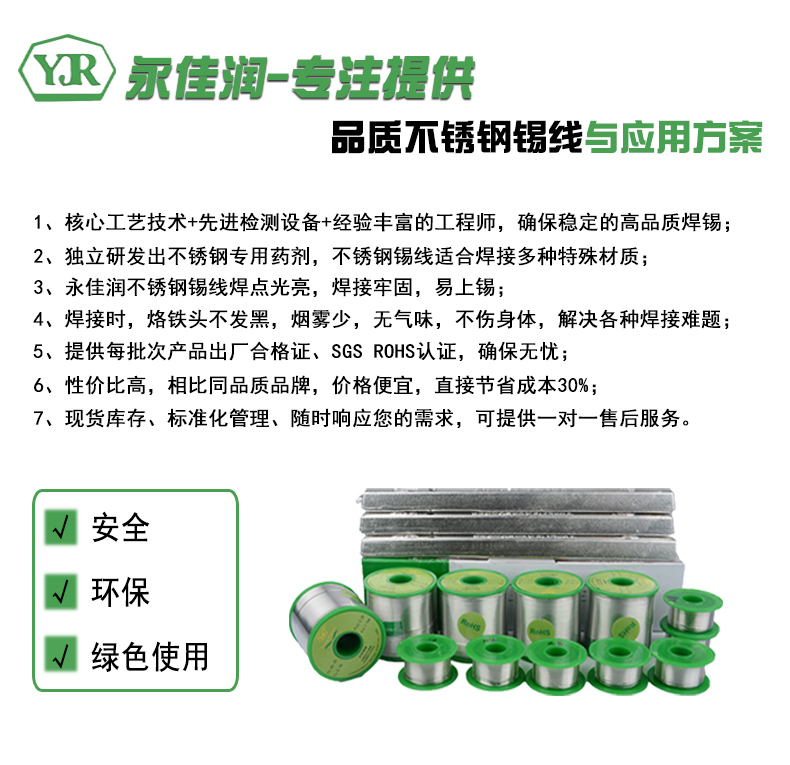
不銹鋼焊錫絲產品特點:
一、低溫焊接:183℃-227℃
二、焊接不發黃、不會產生油脂、不用清洗
三、快速清除金屬氧化層、上錫快、焊點飽滿光亮
四、有效清除烙鐵嘴表面氧化層,焊接流暢,烙鐵嘴壽命更長
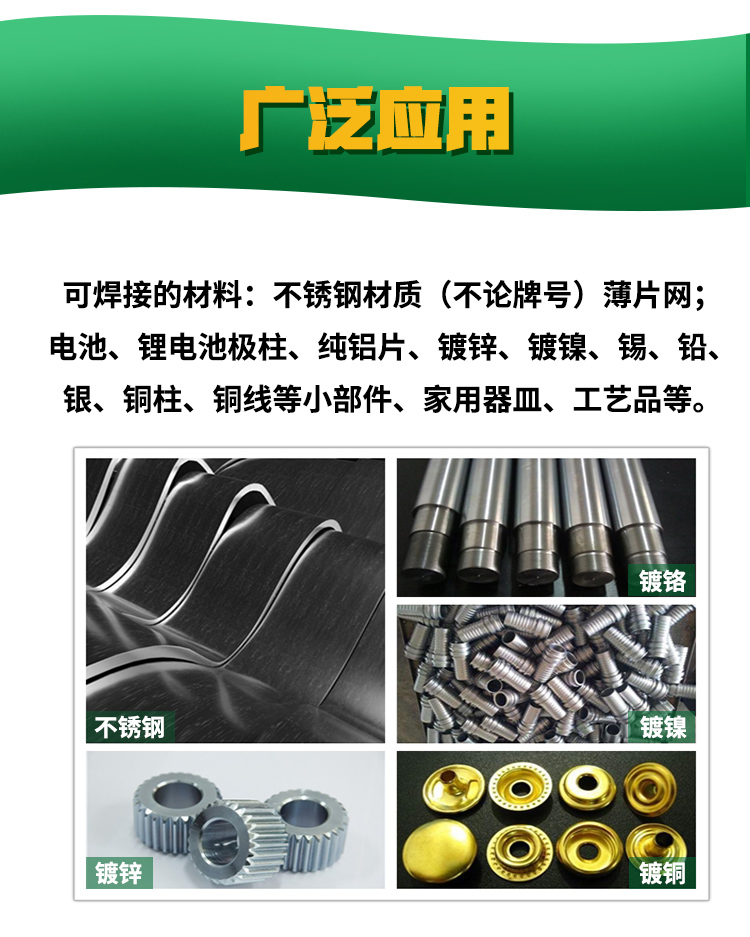
不銹鋼焊錫絲應用范圍:
適用于不銹鋼、銅線與不銹鋼、鎳、銅、鐵等多種金屬的低溫(250℃)焊接。廣泛用于高品質要求的不銹鋼產品,鐘表儀器、醫療器件,精密部件及各類PCB板等方面的焊接
PK:
焊接溫度高(1000℃-) 焊接溫度低250℃-320℃
焊點周邊發黑 焊點光亮
焊點出現菜花狀缺陷 焊點飽滿無殘留
傳統不銹鋼材料的焊接常常采用氫弧焊接,對于一些不銹鋼小件,薄片,由于焊接溫度過高(1000℃以上),極易產生焊點周邊發黑現象,甚至出現菜花狀缺陷,而人在操作時又要承受一定的電弧輻射,對于一些結構較為特殊的工件,由于工件結構所限,打磨拋光等再處理工序往往比較困難,這是眾多不銹鋼制品廠家困惑的問題,永佳潤錫業結合現你焊接要求,研發了專門焊不銹鋼的錫線,此類錫線添加了獨特的焊不銹鋼專用活性劑、有效的解決了不銹鋼部位而形成的無法上錫的問題,本品可焊接不銹鋼201、不銹鋼304、不銹鋼316、或不銹制品與銅線、銅線、鋼絲、鐵鍍鎳的相互焊接、支持低溫焊接、焊后不發黑、無殘留、使用60W電烙鐵直接焊接、無需加入其它助焊劑、操作簡單、方便快捷
免洗無鉛不銹鋼錫絲使用方法:
一般不銹鋼線與鋁線.不銹鋼線與銅線焊接主要需先將鋁線表面漆層清除干凈方能上錫,電烙鐵溫度在60w-100w左右最好上錫,烙鐵與焊接件焊不銹鋼錫線同時使用將錫點集中在焊接件上即可。
不銹鋼焊錫絲的焊接:
不銹鋼與銅(不銹鋼管與銅管)焊接需先將焊接件表面層清除干凈.不需上錫的部分可用單面膠紙密封,然后把焊接件固定,用兩個電烙鐵(一般在100w-200w以上),一個將焊接件預熱,另一個進行不銹鋼錫線點焊操作,同時可把錫線沾不銹鋼助焊劑使用(比較好上錫),待溫度到達時焊錫點自然熔會,焊件一般需反復添加助焊劑,不可立刻移動,待數秒后方可。
不銹鋼板與銅板焊接首先要將不銹鋼板作表面(金屬)處理,處理后不銹鋼板有很好的焊接效果。
免洗無鉛不銹鋼錫絲注意事項:
不銹鋼錫線內徑里助焊劑是液體,不使用時應將線口密封.防止內液外流,影響焊接效果。
免洗無鉛不銹鋼錫絲規格:
免洗無鉛不銹鋼錫絲的計量單位為卷。產品包裝為10卷/箱,最低出貨量為10卷。免洗無鉛不銹鋼錫絲的線徑有0.6mm-3.0mm,可根據客戶的要求定制。有多種合金成分供客戶選擇。詳細情況可咨詢公司業務部或市場營銷部。